


FS4000系列气体质量流量传感器
日期:2021-03-21 浏览次数:4296
FS4000系列气体质量流量传感器
FS4000系列气体质量流量传感器(FS4003和FS4008)产品概述
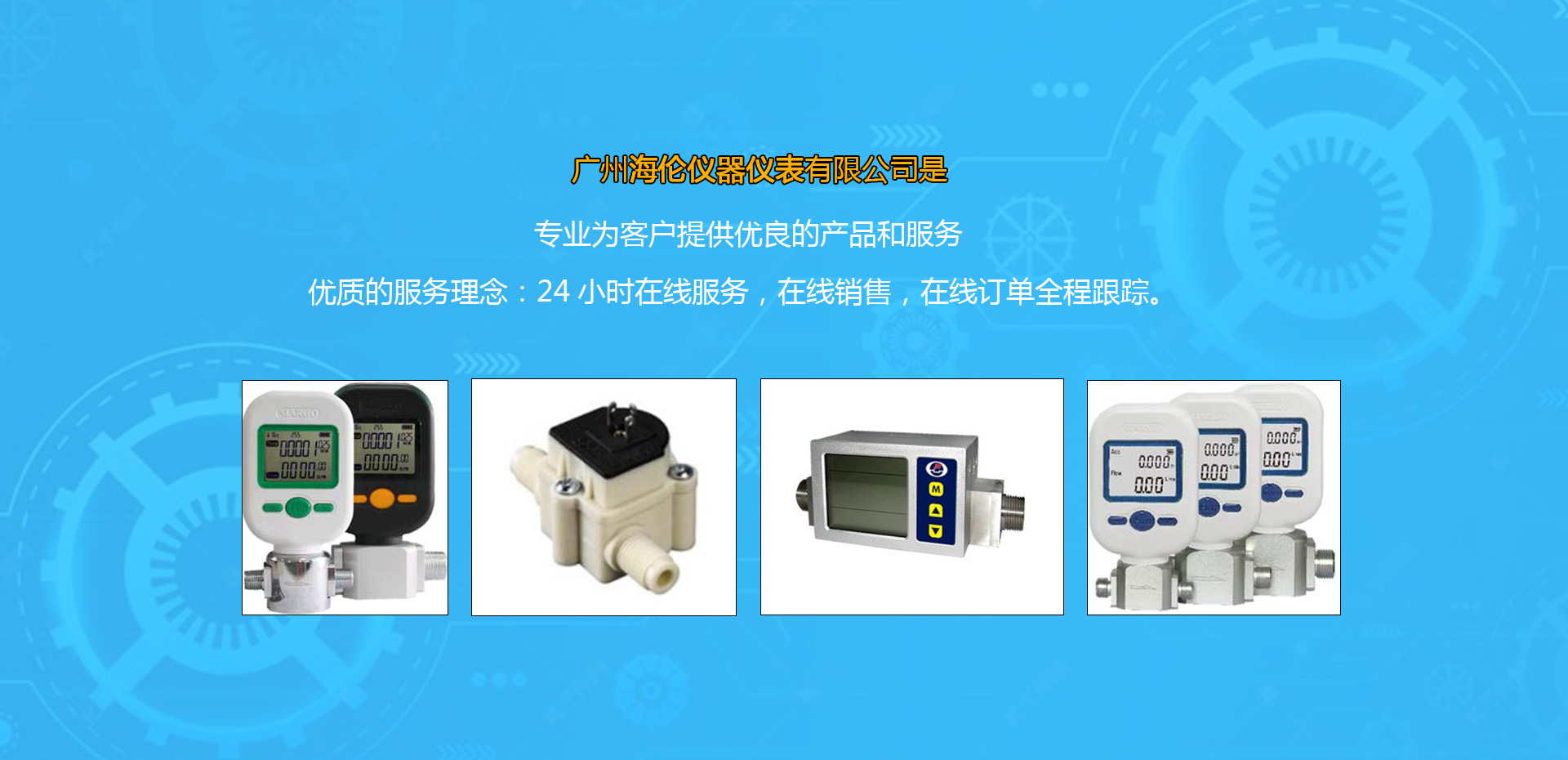
FS4000系列质量流量传感器是采用的微机电系统流量传感器技术和智能电子控制技术,为普通气体流量监测开发的产品。该传感器能直接测量气体质量流量,低压损。适用于净化空气或氮气流量监控,还可用于环境采样器(如色谱分析仪器等)
FS4003气体质量流量传感器,管道内径为3mm,成本低测量范围到5SLPM;适用于粒子计数器和各类分析仪器。
FS4008气体质量流量传感器,管道内径为8mm,测量范围到50SLPM;可用于麻醉设备、洁净气体检测,如:空气采样机,气体分析仪等
FS4000系列气体质量流量传感器(FS4003和FS4008)产品主要特性
1)为管径3mm和8mm的气管中的低压气体流量测量而设计
2)支持多种连接方式,易于安装与使用
3)传感芯片采用热质量流量计量,无需温度压力补偿,保证了传感器的高精度计量
4)在单个芯片上实现了多传感器集成,使其量程比达到了100:1甚至更高
5)输出方式灵活,既可通过通讯接口主动上传数据或由上位机查询输出数据,也可通过模拟接口输出线性的模拟电压
6)零点稳定度高
7)全量程高稳定性、高精确度和优良的重复性
8)低功耗、低压损
9)响应速度快
气体质量流量传感器FS4000系列(FS4003和FS4008)产品技术参数


